
Stainless Steel Series
Material:
Stainless Steel body and impellers
Range:
4”, 6”, 8”, 10”
Material:
Stainless Steel body and impellers
Range:
4”, 6”, 8”, 10”
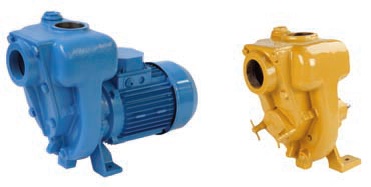
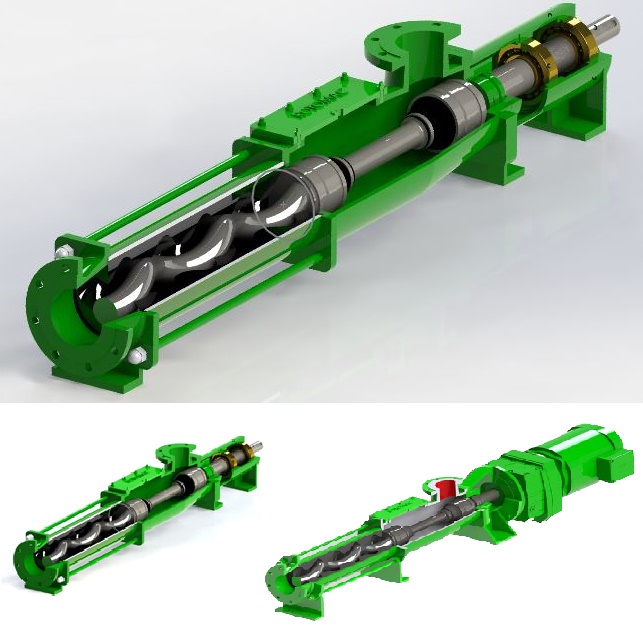
Self-priming electric & bareshaft pumps for drainage and sewage Suction/Delivery: 8”/8” Capacity: Up to 460 m3/h Head: up to 75m
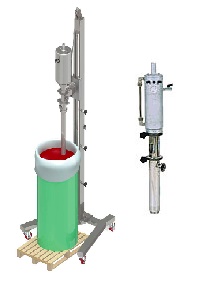
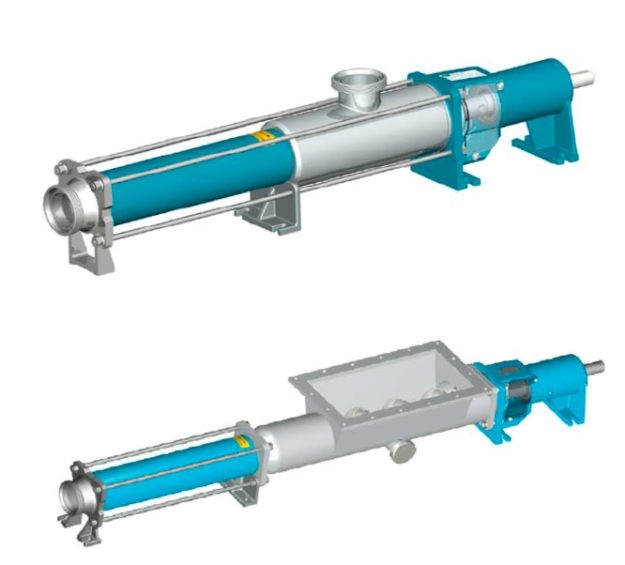
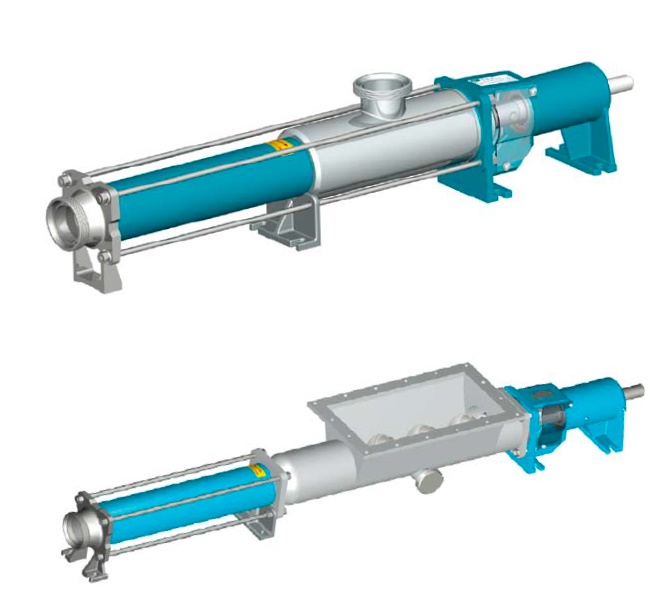
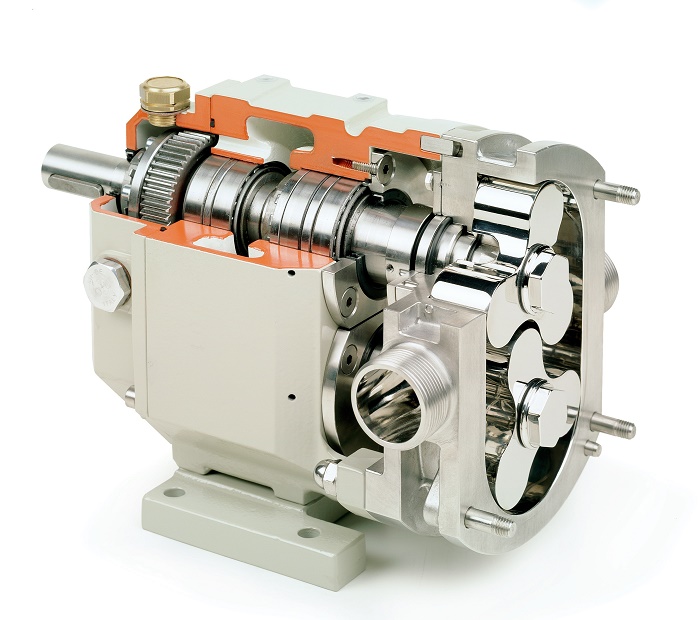
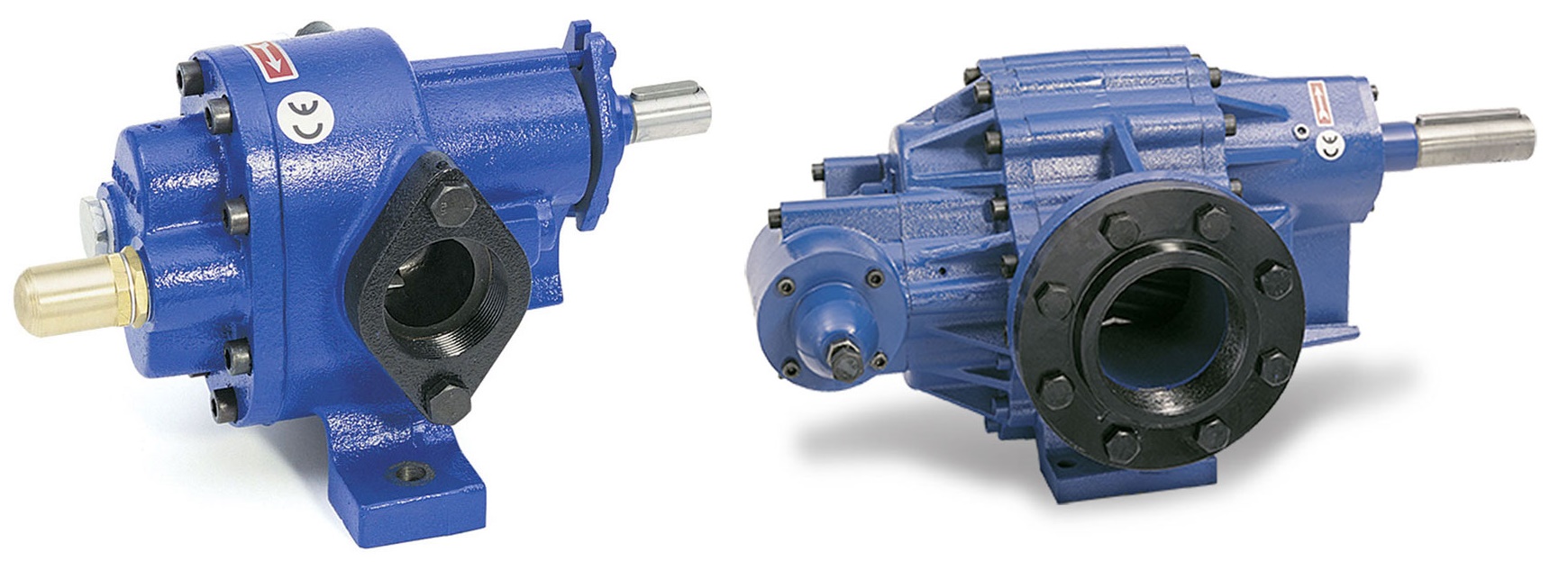
Used for transferring of viscous liquids like fuel oil, petroliferous products, cosmetic items, foodstuffs, varnishes, lubricant oils, greases, asphalts, molasses, etc.
Used in water treatment, petrochemical, pharmaceutical and food industries






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}